第4節 作業指導書の作成
|
4-1 作業指導書について 作業指導書は、部品別能力表・作業組合せ票にもとづいて作成する。ラインごとに、生産数量に見合った一人分の作業内容と、安全・品質の急所を作業の順にしたがって明示したものである。 作業指導書には、一人分の作業についての機械配置を図示し、サイクル・タイム・作業順序・標準手持・品質チェックを、どこで、どんな方法でおこなうかを記入する。 さらに・安全の急所はどこかなどの基準を決める。 そして、作業者が指導書に指示されたとおリに作業を進めれば、確実に・早く・安全に作業ができるようにしておかねばならない。 通常、この中の機械配置図をA3の大きさの用紙に記入し、そこに作業順序・標準手持ち・サイクルタイム・正味時間・安全・品質チェックの項目を記入する。それをケースに入れ・現場の機械加工ラインや、組付ラインにかかげているものが「標準作業票」といわれるものである。 「標準作業票」を掲げることによって、監督者はこのように作業をさせているのだ、という意志を表わすことになる。 監督者は多くの部下を持っていて、その部下一人一人に与えた作業全部を覚えているのは非常にむずかしいことである。そこで「標準作業票」を見ることにより、作業者が指示されたとおり、正しく作業をおこなっているかどうかを確認することができる。 また、その標準作業そのものに、新しいムダや欠陥が見い出せないかを追求することができるのである。 一方、管理者はこの「標準作業票」により、監督者の能力を評価するとともに.現場でそれぞれの作業者が正しく標準作業をおこなっているかどうかを調べることもできる。 作業者が間違った作業をしたときには、この標準作業を基本として、作業者にその間違いを指摘して注意してやることもできる。すなわち、「目で見る管理」ができるのである。 4-2 作業指導書の記入方法 次に、作業指導書の記入方法について説明する。 (1)品番・品名 部品別能力表に準じて記入する。 (2)必要数・分解番号 必要数の欄には、作業組合せ票に準じて一日当たりの必要数を記入する。 分解番号は1つのラインに何人かの作業者がいて、その中の何人目かということを表わす。 (3)所属・氏名 部品別能力表に応じて記入する。 (4)NO 作業順序を1・2・3・・・と記入する。 (5)作業内容 標準作業組合せ票に準じて、作業内容を作業をおこなう順番に記入する。 (注)① 機械加工の場合は、かならず機番を記入し、材料取り外し・取り付け・送りをかけるなど、作業内容を作業順に記入する。しかし・記入する場合の表現は「CE-239材料外・付・送」と簡単でよい。 組み付け、組立の場合には「マストジャケットを入れて、クランプを締める」というように、作業内容を詳しく記入する。 ② 作業指導書に記入する作業内容は、一人の作業者の「一作業範囲」で、通常、機番と工程名称で表わす。 (6)品 質 (イ)チェック 加工や組み付けをしている部品の良否を、何個に1個(あるいは1回)チェックするか、という頻度を記人する。 (例)1/1・・・・1サイクルごとにチェックする。(これは通常作業 内容の中へ入れる) 1/10・・・10個に1個チェックする。 2/直・・・1直で2回チェックする。 1/D・・・1日に1回チェックする。 1/H・・・1時間に1個チェックする。 (ロ) ゲージ 部品の良否をチェックするのに、どのような測定工具(ゲージ)を使用するのかということを記人する。 (例)C ・・・ Cゲージでチェックする。 ノギス・・・ ノギスで測定する。 LF ・・・ LFゲージでチェツクする。 目視 ・・・ 目視でチェックする。 (7)急 所 良い品質のものを、正確に・早く・安全に、しかも良心的に造るための急所を、具体的に記人する。(作業要領書に準ずる) (8)正味時間 それぞれの作業をおこなうのに必要な時間(各ステップの所要時間)を表わすもので、部品別能力表の手作業時間に、歩行時間を加えたものである。 (注)① 歩行時間は、作業順序の次のステップへ含める。 ② 何回かに1回おこなう測定や、刃具交換などの作業は、正味時間の中には加味しない。 以上のように、作業指導書への記入が済んだら、右の図示欄に図示された内容を、標準作業票に転記する。 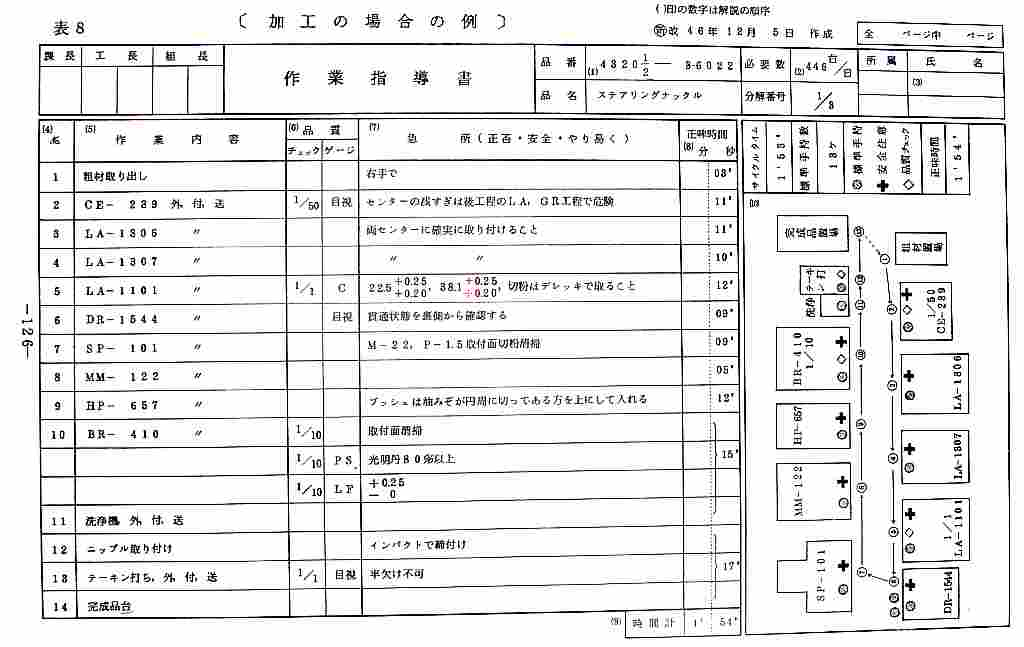 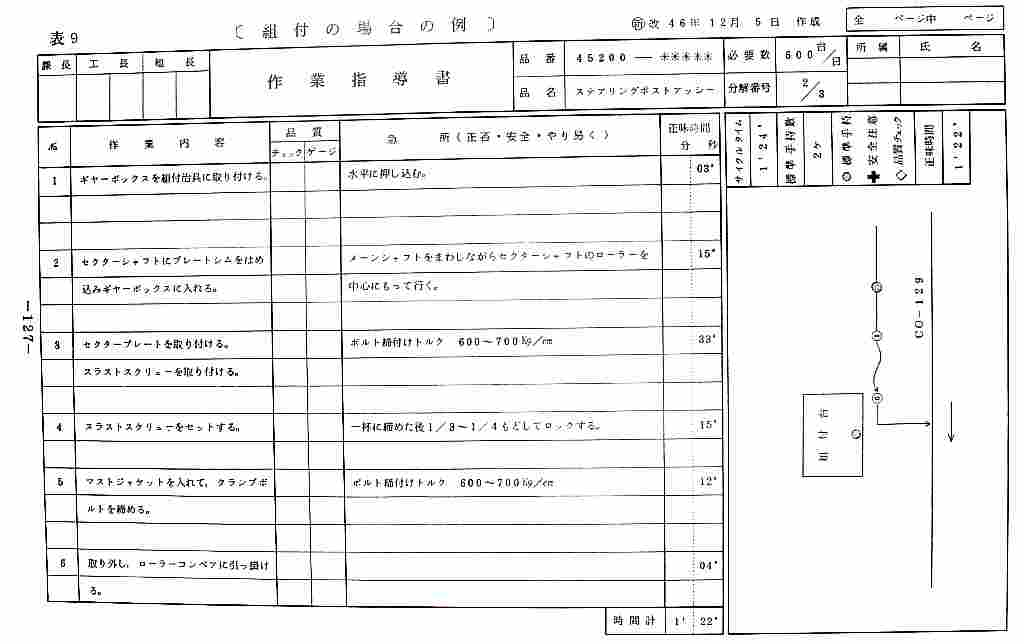 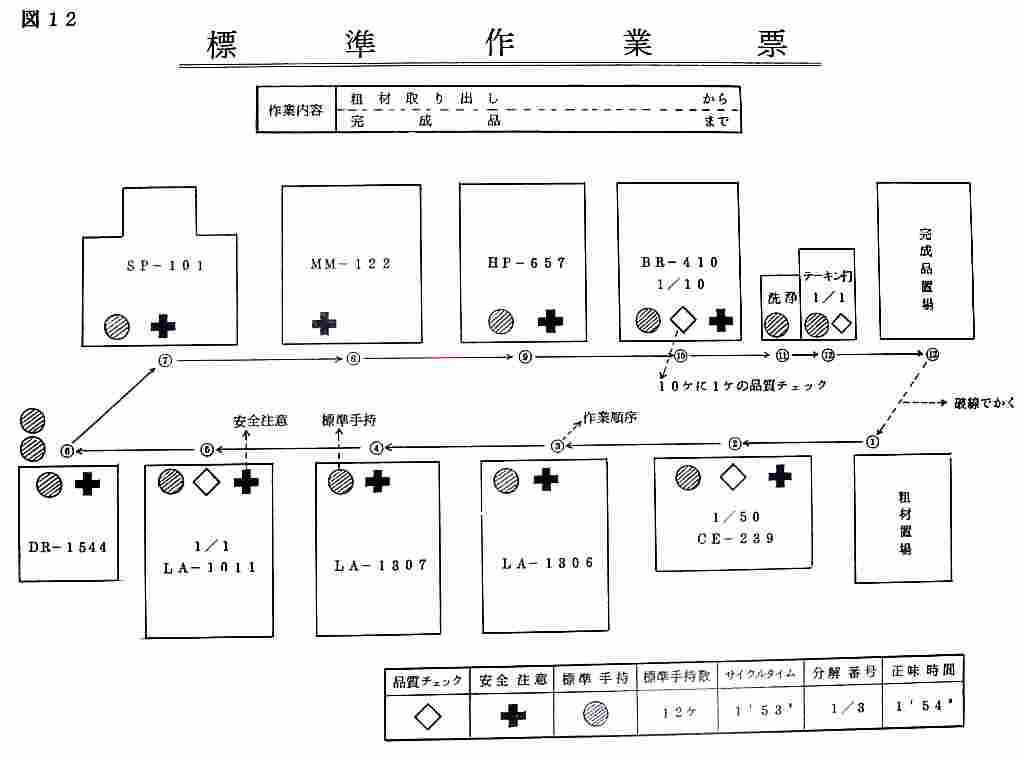 |